3D baskı için tasarım yapmak genellikle geleneksel yaklaşımdan farklıdır ve bir fikirden işlevsel bir tasarım yaratmaya geçmek, aşağıdaki yöntemlerden birini kullanıyor olsanız bile belirli bir dizi kural ve düzenlemeye uymayı gerektirir. en iyi 3D yazıcılar. Örneğin, tasarımın geometrisi gibi önemli ayrıntıları göz önünde bulundurmanız ve parçanın su geçirmez olduğundan ve tasarımın düzgün yazdırılmamasına neden olabilecek manifold olmayan kenarların bulunmadığından emin olmanız gerekir.
Ayrıca çıkıntılar ve diğer karmaşık ve desteklenmeyen özellikler için destek yapılarını ne zaman kullanacağınızı ve ne zaman kullanmayacağınızı da bilmelisiniz. Ayrıca, baskı ve yüzey kalitesinin doğruluğunu korurken zaman ve malzeme kullanımını en aza indirecek şekilde parça yönelimini optimize etmek de çok önemlidir. Bu faktörler ve diğerleri aşağıda ayrıntılı olarak açıklanmaktadır.
1. Çıkıntılar ve 3D Baskı Destekleri
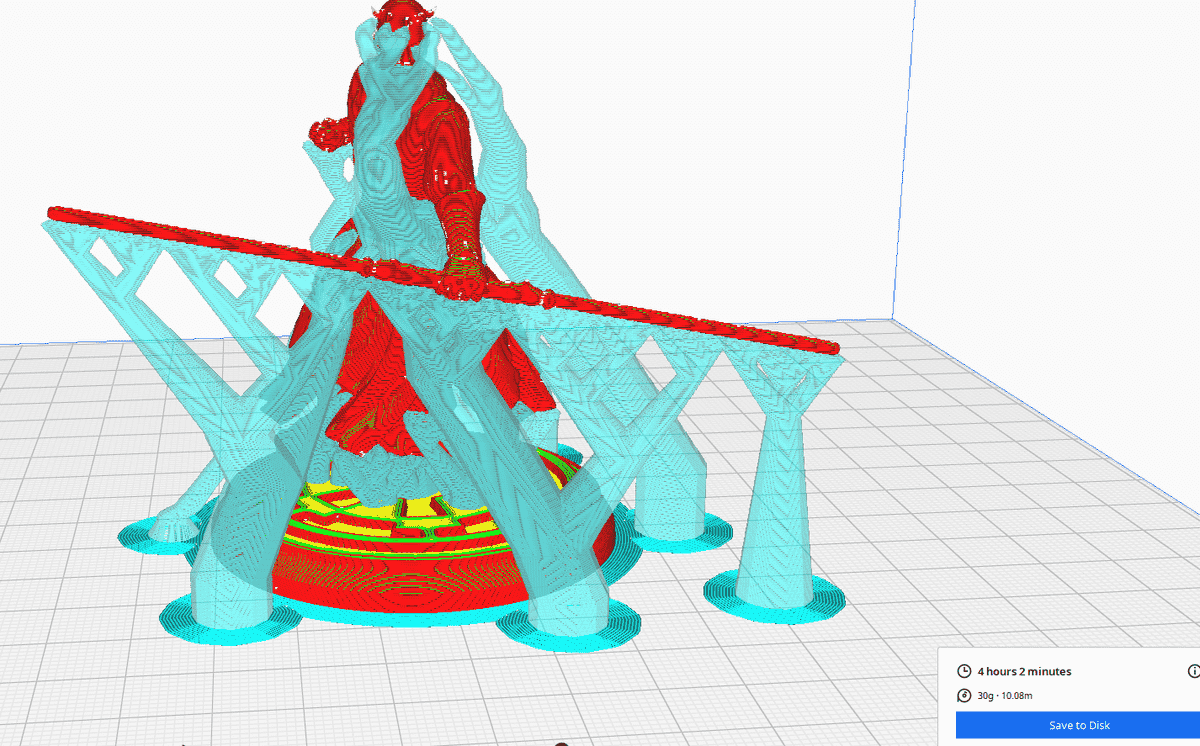
3D modellerinizi tasarlarken daha önce basılan katmanların ötesine yatay olarak uzanan bazı özellikler olabilir ve bunların altında başka katman veya destek yoktur; bunlar çıkıntılar. Açılar, kemerler veya dikey yönelimden sapan herhangi bir parça gibi unsurları içerebilirler. 3D baskı destekleri askı elemanlarına geçici destek sağlamak amacıyla dilimleme işlemi sırasında tasarıma eklediğiniz yapılardır. Bunları otomatik olarak oluşturabilir veya manuel olarak ekleyebilirsiniz.
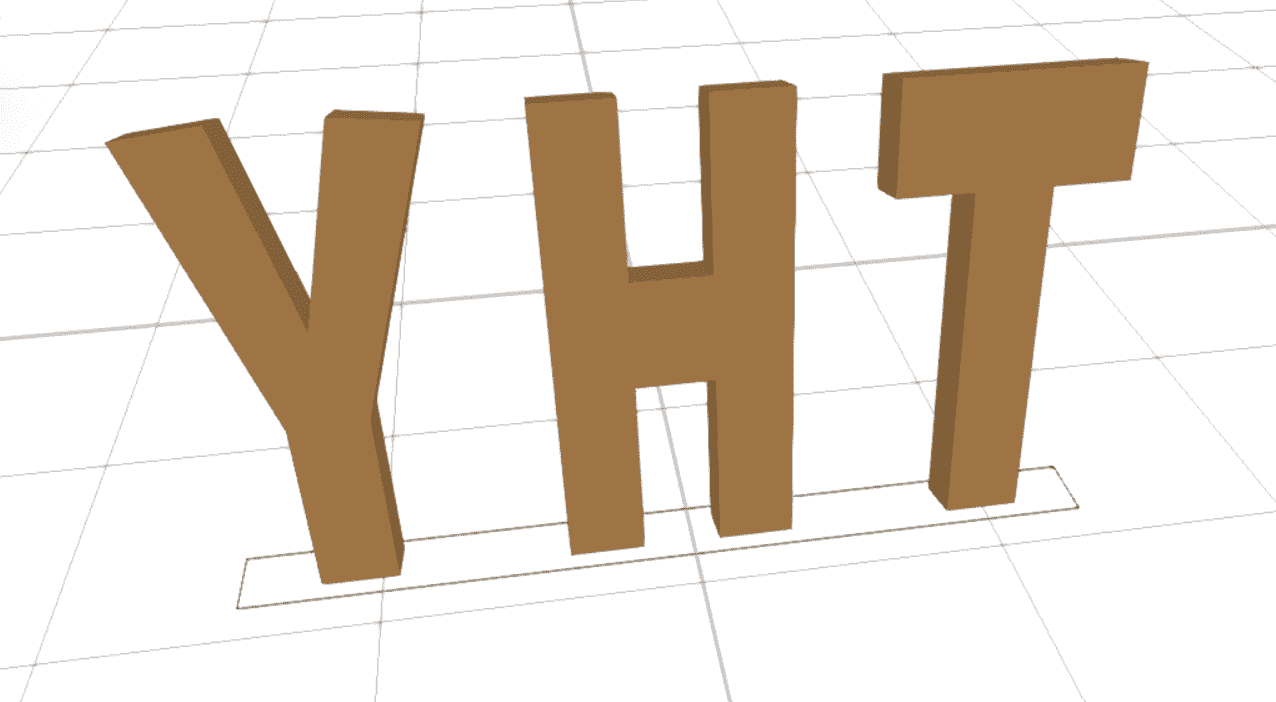
Çıkıntılarla uğraşırken 45 derecelik açı ve YHT kurallarına dikkat etmelisiniz. 45 derecelik açıya göre 3 boyutlu modelin dikey ekseninden 45 dereceyi aşan herhangi bir çıkıntının çökmemesi için desteklenmesi gerekmektedir. Ancak çıkıntı bu açı sınırı dahilinde olduğu sürece malzeme üzerine inşa edilecek sağlam bir tabana sahip olacak ve 3D yazdırma sırasında uzatılan parçalarda herhangi bir deformasyon veya çökme olmayacaktır.
YHT kuralında “Y” harfi 45 derecelik açıyla uzanan özelliklere sahiptir ve Desteksiz 3D baskı. “H” harfinin ortasında köprü oluşturan iki kulesi var ve tıpkı Y şeklinde olduğu gibi bu tür tasarımları desteksiz olarak basabilirsiniz; ancak çok uzarsa köprünün çökmesini önlemek için destekler kullanmanız gerekecektir. “T” için kollar 90 derecelik bir açıyla uzanır. Bunun için bunları iyi bir şekilde yazdırmak için destekleri kullanmanız gerekecektir.
3D baskı destekleri gerekli bir kötülüktür çünkü baskı arızasını önlemeye yardımcı olsalar bile, özellikle 3D baskının ulaşılması zor veya hassas kısımlarında bulunuyorlarsa bunları çıkarmak bazen zor olabilir. Ayrıca 3D baskı süresini ve malzeme kullanımını da arttırırlar. Bu nedenle parçalarınızı desteğe ihtiyaç duymayacak şekilde tasarlamaya çalışmanız önemlidir. Ancak bunları kullanmak zorunluysa, çıkarılması kolay olanları kullanabilirsiniz. ağaç destekler.
2. Duvar Kalınlığı
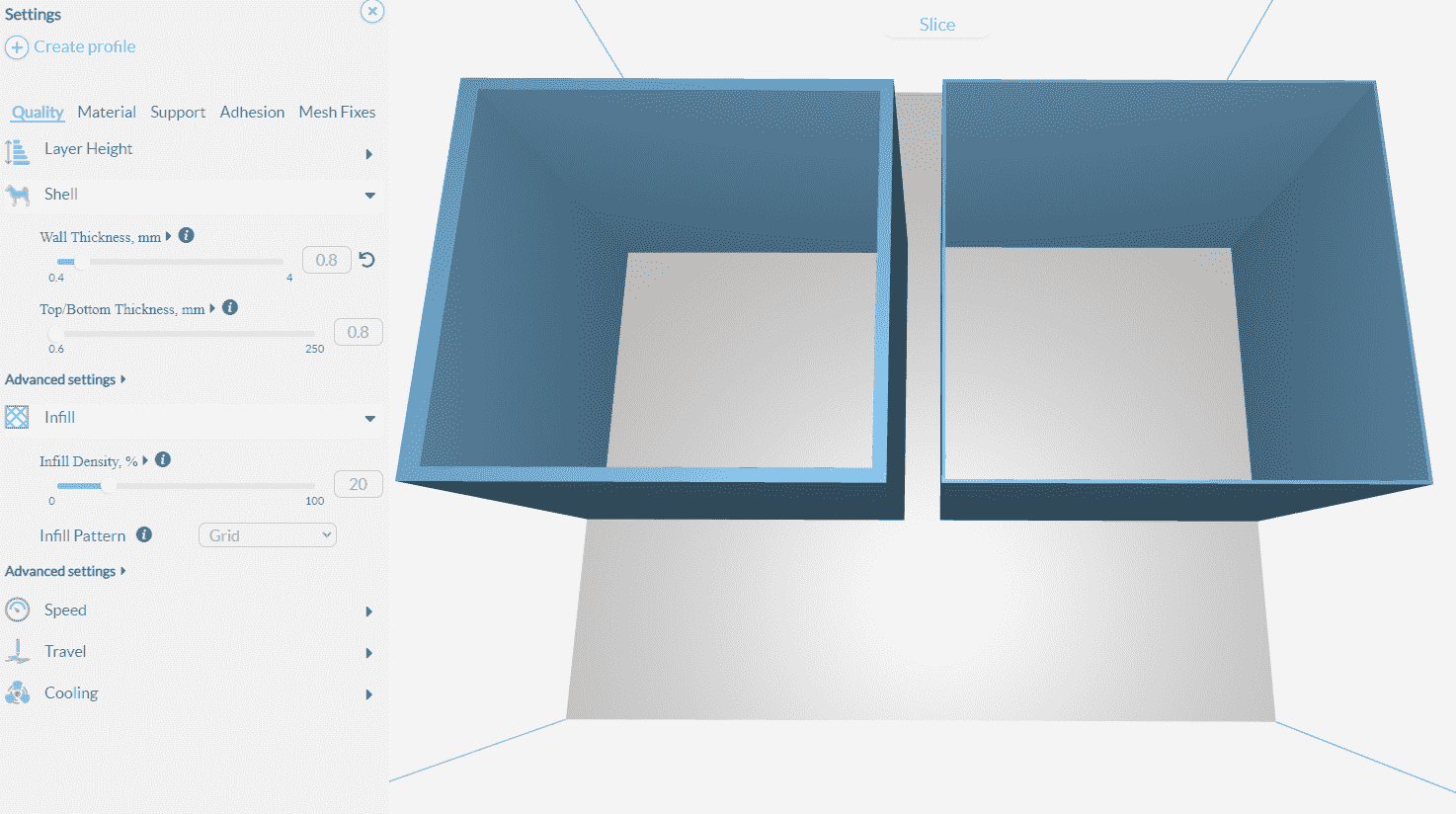
3D baskı için tasarım yaparken 3D baskınızın iç ve dış duvarları arasındaki mesafeyi de göz önünde bulundurmalısınız. Bu önemlidir, çünkü 3D baskınızın dayanıklılığını ve yüklere dayanma yeteneğini belirlemede çok önemli bir rol oynar. Duvar kalınlığı yetersiz olduğunda, çarpıklık nedeniyle baskı başarısız olabilir ve başarılı bir şekilde yazdırılırsa daha zayıf veya kırılgan olabilir. Ancak aşırı kalınlık, gereksiz malzeme kullanımına ve daha uzun baskı sürelerine neden olabilir. Bu nedenle, 3D baskı yaptığınız belirli parça için en uygun değeri bulmanız gerekir.
Orta derecede daha güçlü parçaları basarken, malzemeye ve tasarımın amacına bağlı olarak 0,8 ila 2,0 mm arasında bir duvar kalınlığı genellikle uygundur. Ancak çoğu durumda 3B dilimleyicinin varsayılan değerleri genellikle uygundur. FDM 3D baskı için 3D yazıcının nozullarının katlarını kullanarak uygun duvar kalınlığını belirleyebilirsiniz.
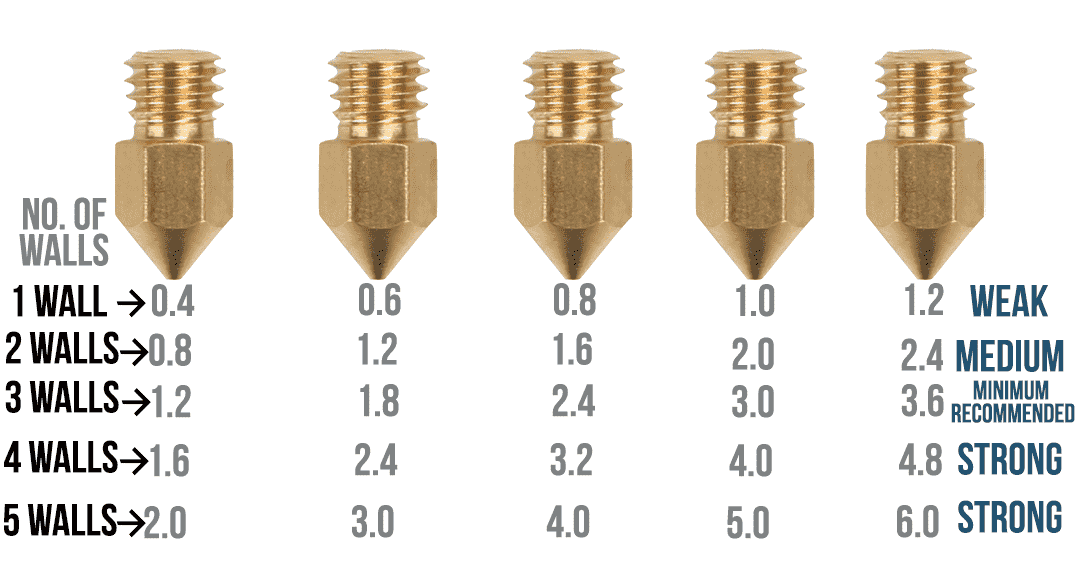
Duvarların boyutu ne kadar yüksek olursa, 3D baskı o kadar güçlü olur ve bunun tersi de geçerlidir.
3. Tasarımın Geometrisi
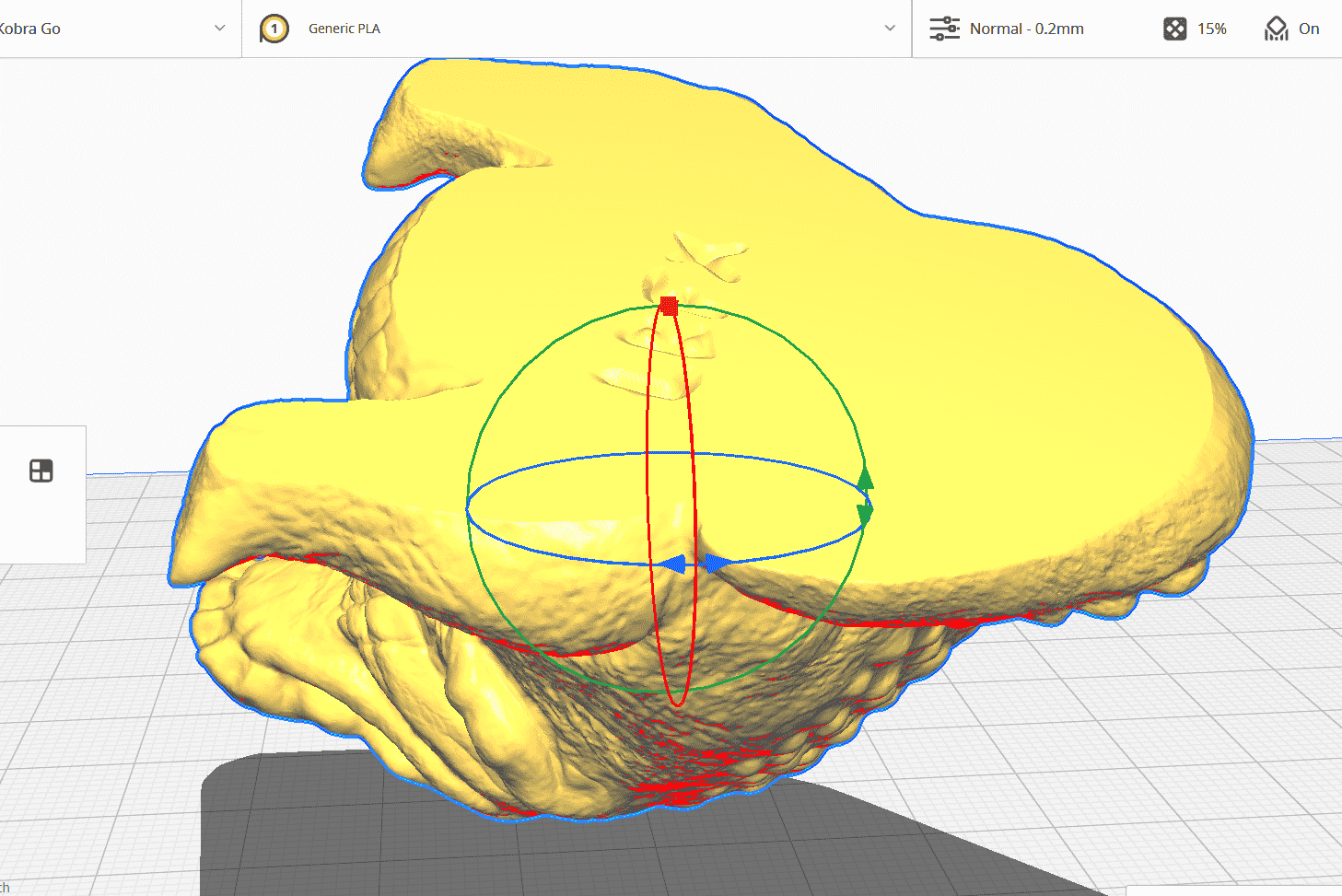
3D modelin geometrisi, tasarımın yazdırılma yeteneği, yüzey kalitesi ve hatta yapısal bütünlük gibi çeşitli hususları etkiler. Modelin su geçirmez olduğundan emin olmalısınız. Bu, başarılı bir şekilde yazdırılabilmesi için geometrinin delikler, boşluklar veya üst üste binen yüzeyler olmadan tamamen kapatılması gerektiği anlamına gelir. Dosyanızdaki sorunları tespit etmek ve düzeltmek için Meshmixer’ı kullanabilirsiniz. Dosyayı içe aktardıktan sonra şuraya gidin: Analiz > Denetçi.
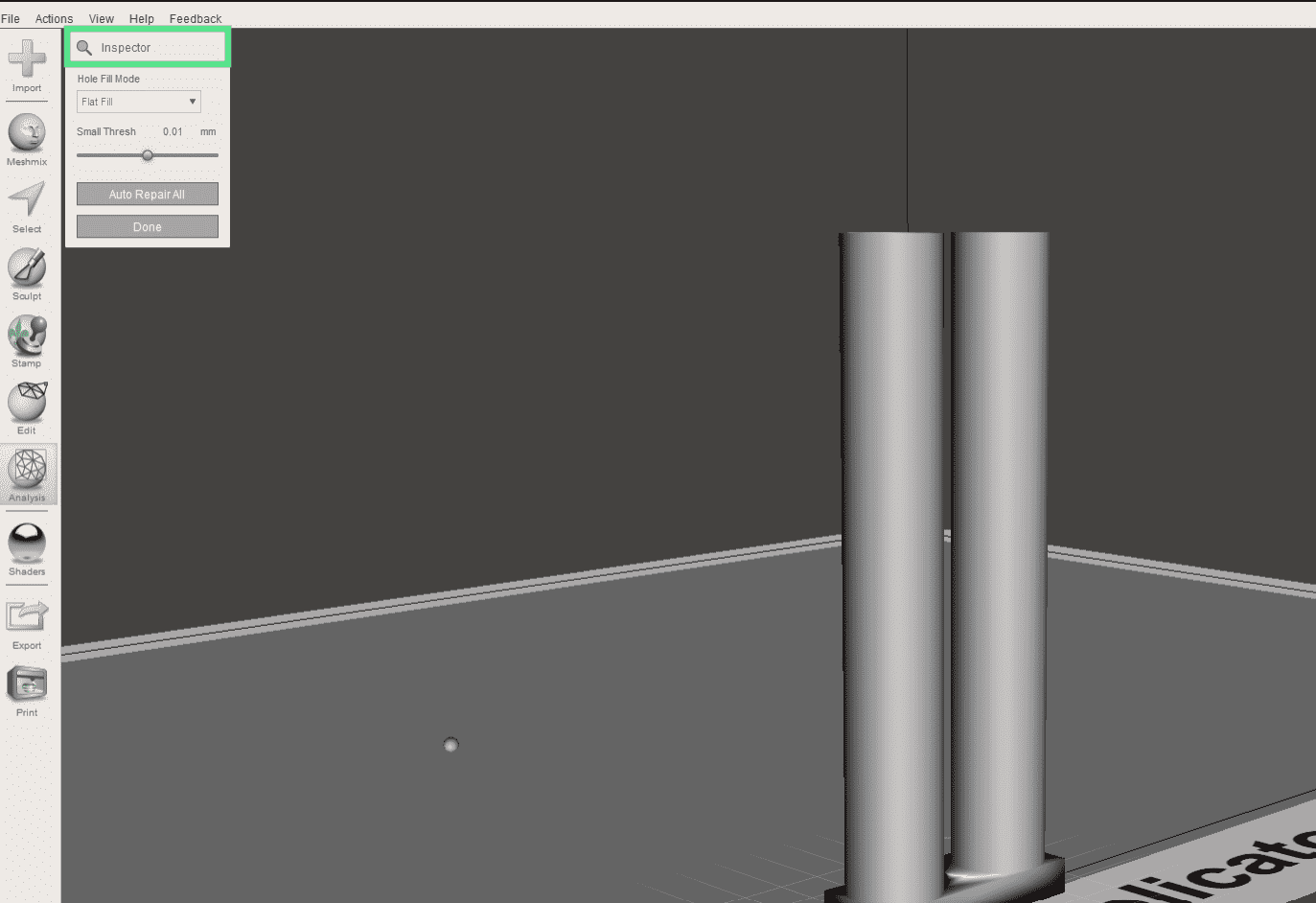
Yazılım, tasarımınızdaki delikleri otomatik olarak tespit edebilecek ve düzeltme seçenekleri sunabilecektir. Bunları düzeltmek için kullanılan üç seçenek Minimal Doldurma, Düz Doldurma ve Pürüzsüz Doldurmayı içerir. Minimal Fill’de köprü boşluğuna minimum malzeme eklenerek delik doldurulur. Düz Doldurma, açıklık boyunca düz bir yüzey oluşturarak burayı doldurur ve Pürüzsüz Doldurma ise deliğin çevresindeki geometriyle düzgün bir şekilde uyum sağlayan, geçişleri ve süreksizlikleri ortadan kaldıran bir yüzey oluşturur.
Uygun seçeneği seçtiğinizde, üzerine tıklayabilirsiniz. Oto Tamir Tümü, delikleri ve kesişen ve yüzen üçgenleri otomatik olarak dolduracaktır. Ayrıca şu adrese de gidebilirsiniz: Düzenle > Katı Hale Getir.
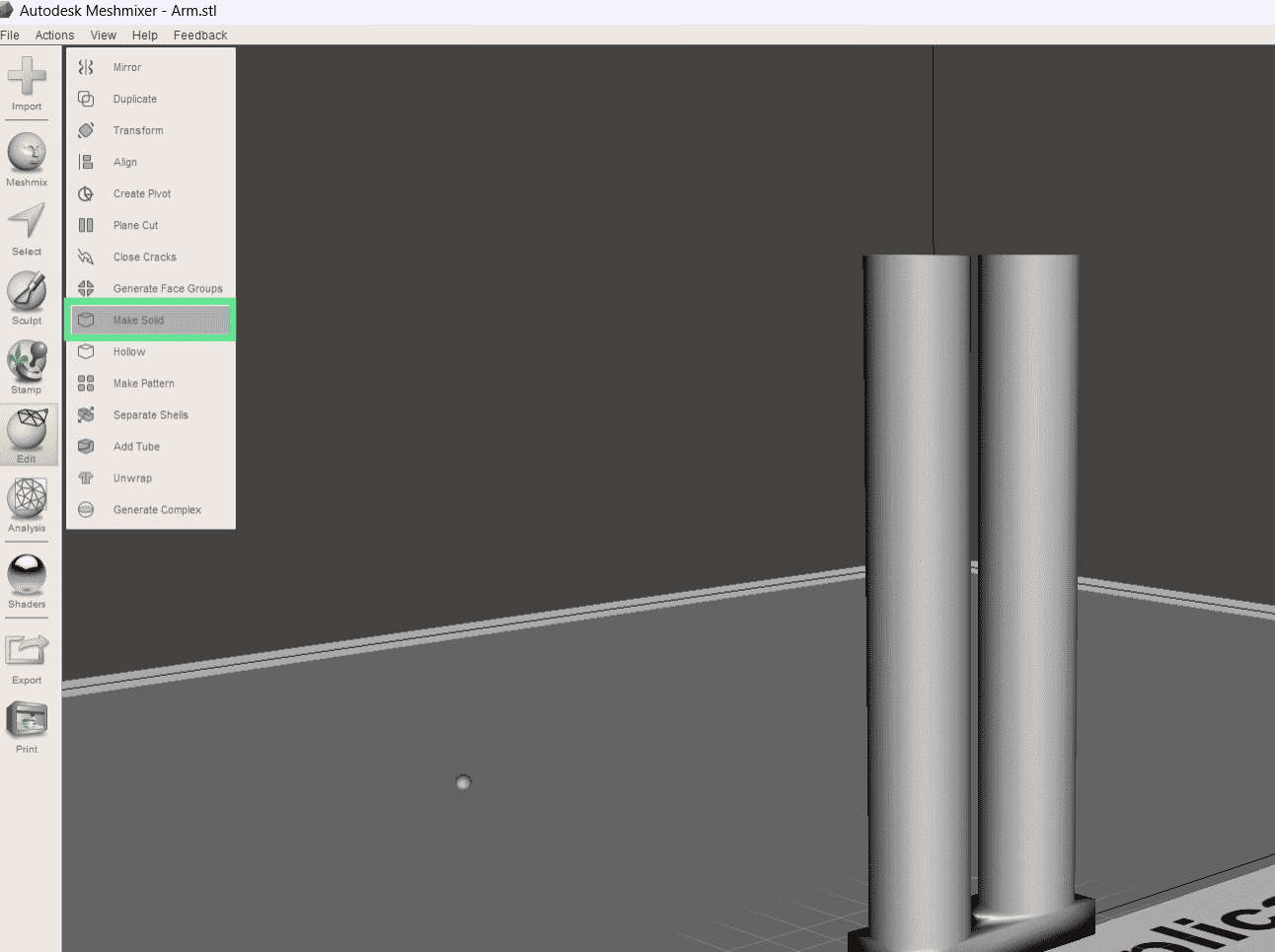
Adından da anlaşılacağı gibi bu özellik, ağları katı nesnelere dönüştürerek geometrideki boşlukları veya kusurları doldurur. Ayrıca ağı analiz eder ve manifold olmayan geometrilerin (ikiden fazla yüz tarafından paylaşılan kenar) olup olmadığını kontrol eder, bunları otomatik olarak düzeltir ve bunların su geçirmez ve yazdırılabilir olmasını sağlar.
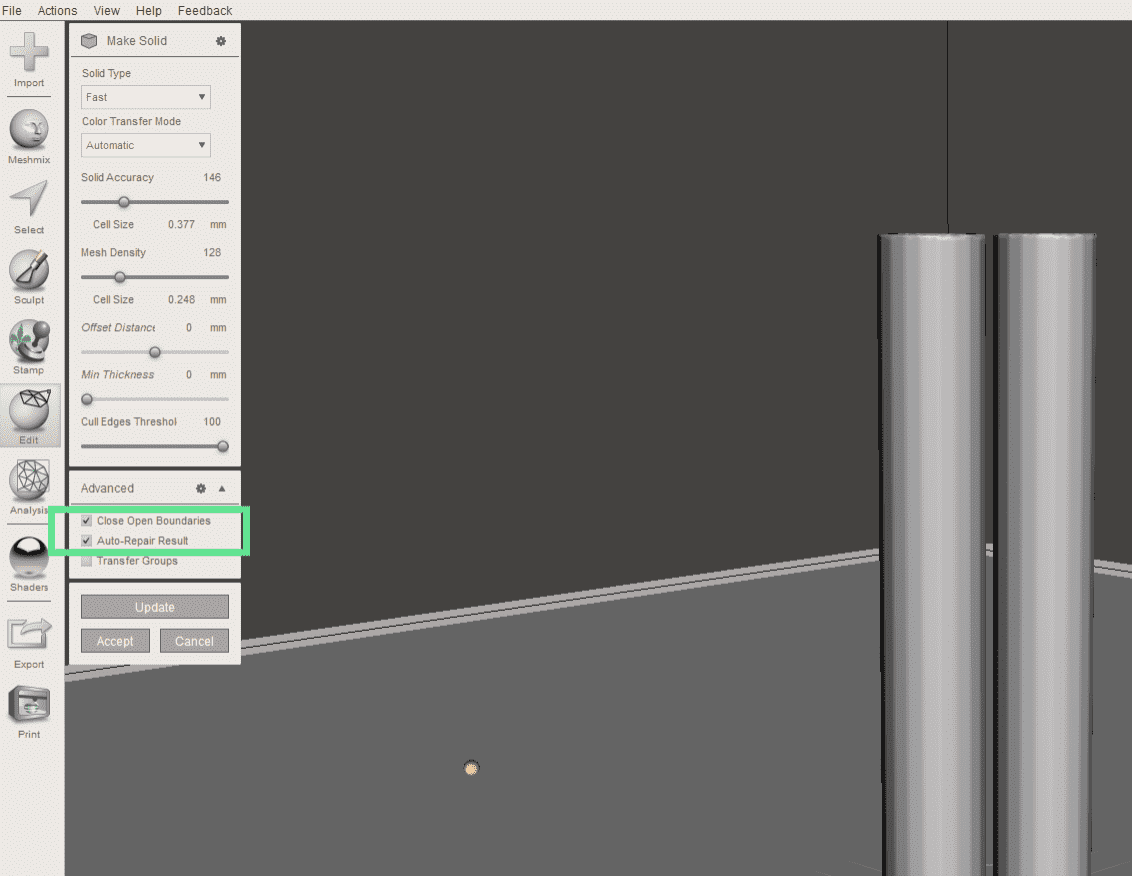
Bu seçeneği seçtiğinizde çeşitli ayarlar görünür ve tasarımınıza göre özelleştirebilirsiniz. Ayarların üstünde Katı Tipkatı geometriyi oluşturma yöntemini belirler. İkisini de seçebilirsiniz Bloklu, Hızlı, Kesinveya Keskin Kenar Koruması. Ayrıca bir tane var Katı Doğruluk Katı nesnenizdeki ayrıntı düzeyini ve hassasiyeti artırmanıza veya azaltmanıza olanak tanıyan ayar. Değeri artırdığınızda daha kesin bir nesne oluşturulacaktır ancak işlenmesi daha fazla zaman alacaktır.
Gelişmiş bölümünde, onay kutularının işaretlendiğinden emin olmalısınız. Açık Sınırları Kapatın Ve Otomatik Onarım Sonuçları seçilir. Açık Sınırları Kapat, ağdaki tüm açık kenarların veya sınırların kapatılmasını sağlar.
3D modelinizin su geçirmez olmasını sağlamanın yanı sıra özellikle fonksiyonel tasarımlarda keskin köşelerden kaçınmalısınız. Bunun nedeni, mekanik kuvvetlerin yoğunlaştığı yüksek stres konsantrasyonuna sahip alanlar oluşturabilmeleri ve strese maruz kaldıklarında bu alanların çatlamaya veya bükülmeye eğilimli olabilmesidir. Daha yumuşak bir geçiş oluşturmak için pahlar ve radyuslar ekleyerek bu durumu düzeltebilirsiniz. Bunu 3D modelleme yazılımıyla yapabilirsiniz. Aşağıda bir 3D modele radyus uygulamadan önce ve sonra bir örnek verilmiştir.
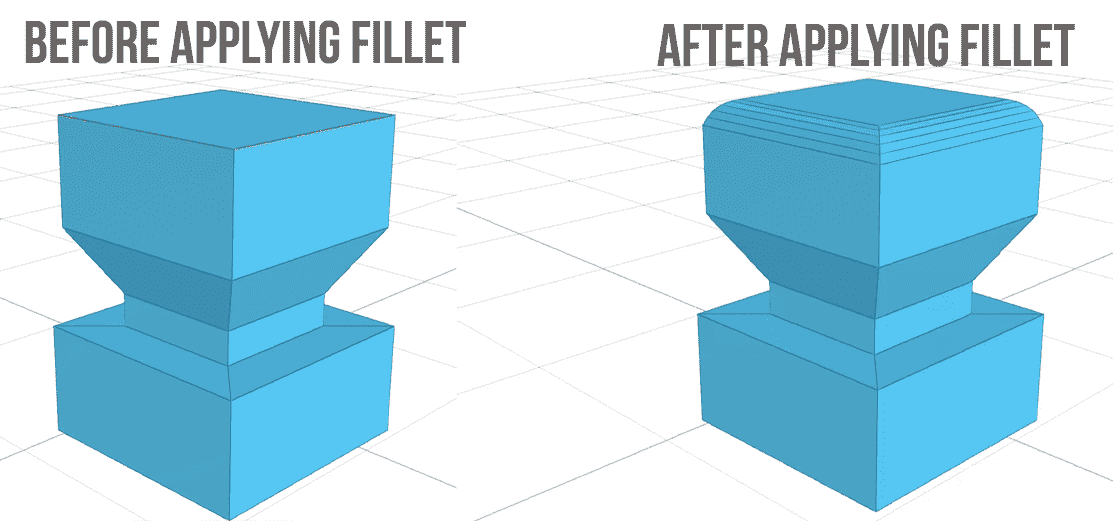
Radyus uygulamak köşeleri yumuşatmaya yardımcı olsa da bazen aşağı bakan bir fileto yaptığınızda aşağıda gösterildiği gibi özellikle alt kenarlarda sorunlarla karşılaşırsınız.

Böyle bir durumda 45 derecelik bir pahlama yapılması ve daha sonra köşelere radyus yapılması önerilir.
Pah kullanırken yumuşak bir geçiş oluşturmak istediğiniz belirli bir alanı seçebilirsiniz. Alet daha sonra o bölümdeki malzemenin bir kısmını belirli bir açıyla kesecektir.
4. Oryantasyon
Modeli 3D yazıcı yatağına göre nasıl konumlandırdığınız, baskınızın kalitesini, gücünü, yüzey kaplamasını, yazdırma süresini ve hatta destek gereksinimlerini etkiler. Parçanın iyi yapışma sağlayacak yüzünü bulmalısınız ve baskı plakasıyla teması en üst düzeye çıkarmak için bol miktarda yüzey alanı sağlayacak kadar büyük olmalıdır, bu da iyi bir katmanlar arası bağlanma ile sonuçlanacaktır.
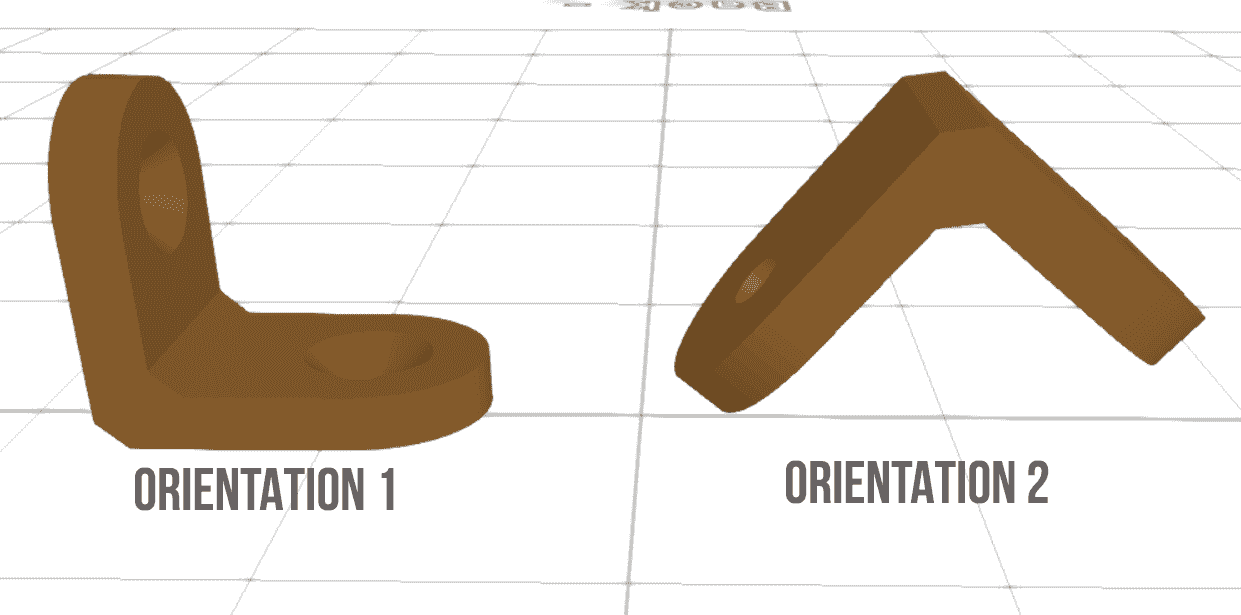
Baskı strese maruz kalacaksa, daha iyi genel güç ve dayanıklılık sağlamak için parçaya etki eden kuvvetlerin baskı üzerindeki katmanlara en az etki edecek yönde olmasını sağlamalısınız. Ayrıca malzemeden ve hatta zamandan tasarruf etmek için destek ihtiyacını en aza indirecek şekilde yönlendirmelisiniz. Aşağıdaki resimde, ikinci yönelim desteklere ihtiyaç duyacaktır ancak ilk seçenekte bunlara gerek olmayacaktır.
Ayrıca parçanız kavisli yüzeylere sahipse, bunları bu parçalar X ve Y eksenleri etrafında dönecek şekilde konumlandırmanız gerekir, çünkü 3D yazıcı bu eksenlere doğru bir şekilde yazdırma eğilimindedir ve bu, yüzey kalitesinin iyi olmasını sağlamaya yardımcı olur. .
5. Çözünürlük
Çözünürlük, 3D yazıcının bir parçayı yazdırabileceği ayrıntı düzeyidir. Nozulun 3D baskı sırasında biriktirdiği yatay ve dikey malzeme katmanlarının kalınlığıdır. Katmanlar ne kadar ince olursa parça o kadar detaylı olur ve ayrıca baskıdaki kusurlar gizlenir, bu da daha kaliteli bir yüzey elde edilmesini sağlar. 3D yazıcının çözünürlüğü katman yüksekliğine ve ayrıca püskürtme ucu boyutuna bağlıdır. Daha düşük katman yüksekliği, son ve pürüzsüz bir yüzey elde edilmesini sağlar ancak yazdırma süresi artar. Daha küçük bir nozül çapı daha ince ekstrüzyona neden olur ve daha ince malzeme çizgilerinin döşenmesine olanak tanır ve bu da daha yüksek bir çözünürlük elde edilmesine yardımcı olur
3D baskı teknolojisi aynı zamanda çözünürlüğü de belirliyor. SLA 3D yazıcılar, FDM 3D yazıcılardan daha yüksek çözünürlüğe sahiptir ve daha ince katmanlar basma ve karmaşık ayrıntıları daha yüksek hassasiyetle yakalama yeteneğine sahiptirler. Mücevherat ve tıbbi cihazlar gibi daha yüksek düzeyde ayrıntı ve pürüzsüz yüzey gerektiren 3D parçaları basıyorsanız SLA veya DLP 3D yazıcıları düşünmelisiniz. Ancak hızın ve maliyetin ince detaylardan daha önemli olduğu fonksiyonel parçaları 3D olarak basıyorsanız, FDM 3D yazıcılar en uygunudur.
DAHA FAZLA: En İyi 3D Yazıcılar
DAHA FAZLA: En İyi Bütçeye Uygun 3D Yazıcılar
DAHA FAZLA: 3D Baskı için En İyi Filamentler