Fil ayağı, baskının ilk birkaç katmanının düzleştirilmiş veya genişlemiş göründüğü bir 3 boyutlu baskı sorunudur. Bu sorun, özellikle ince ayrıntıların önemli olduğu tasarımlarda, baskının boyutsal doğruluğunu etkileyebilir. Ayrıca parçaların başkalarıyla birleştirilmesi gerekiyorsa, bozulan parçalar geri kalanlarla düzgün şekilde hizalanamayacağından bu zor olabilir. Fil ayağı sorunları, yüksek yatak sıcaklıkları veya yazdırma kafasının yatağa çok yakın olması gibi çeşitli faktörlerden kaynaklanabilir.
Hatta en iyi 3D yazıcılarUygun olmayan yatak tesviyesi aynı zamanda nozulun yataktan uzaklığı farklı alanlara göre değişebileceğinden soruna neden olabilir ve yatağın yükseltilmiş bölümlerindeki katmanlara basınç uygulanmasına neden olabilir. Ancak diğer tüm 3D baskı sorunlarında olduğu gibi, aşağıda açıklandığı gibi uygun yöntemleri izlerseniz fil ayağı problemini de kolayca çözebilirsiniz.
1. Z Ekseni Ofsetini Doğru Şekilde Ayarlayın

Z ofseti, baskının ilk katmanı sırasında yazıcının püskürtme ucu ile yatak arasındaki mesafeyi belirler. Püskürtme ucu ile yatak arasındaki mesafe çok yakınsa filaman sıkıca bastırılacak ve fazla malzeme amaçlanandan daha geniş bir alana yayılarak baskının tabanının daha geniş ve düz görünmesine neden olacaktır.
Mesafe çok büyükse katman yapışması sorunları ortaya çıkar ve bu da baskının başarısız olmasına neden olabilir. Z ofsetini ayarlamadan önce 3D yazıcı yatağının iyi hizalandığından emin olmanız gerekir. Yapabilirsiniz 3D yazıcı yatağınızı manuel olarak dengeleyin veya yazıcınız destekliyorsa otomatik seçeneği kullanın. Bu önemlidir çünkü nozulun yatağın tüm köşelerinde aynı yükseklikte olmasını sağlar. Z ofsetini LCD ekran aracılığıyla (3D yazıcınızda bu seçenek varsa) veya 3D yazıcı dilimleyici.
G kodunu kullanarak ayarlamak için G0 Z0 ve G92 Z-0.1 komutlarını kullanabilirsiniz. G0 Z0, 3D yazıcı kafasına Z ekseni üzerinde sıfır konumuna hareket etmesi talimatını verir ve G92 Z-0.1, mevcut konumunu 0,1 mm’den düşükmüş gibi yorumlama talimatını verir.
Eğer sen Cura dilimleyiciyi kullanmayükleyerek ayarlayabilirsiniz Z ofset eklentisi. En iyi 3D yazıcıların çoğu, Z ofsetinin LCD ekranı kullanarak ayarlanmasını destekler. Örneğin, Anycubic Kobra 2seçeneğini şurada bulabilirsiniz: Menü > Tesviye > Z Ofseti bölümü. Ayarlamak için baskı yatağına bir parça kağıt yerleştirin ve ardından baskı kafasını kağıda temas edene kadar hareket ettirmek için düğmeyi çevirin. Kağıdı elle hareket ettirmeyi deneyebilirsiniz ve sürüklemek zorsa düğmeye basarak ayarları kaydedin. Z ofsetini ayarlamanın yanı sıra Z eksenindeki somunları da kontrol etmeniz ve bunların çok sıkı veya gevşek olduğundan emin olmanız gerekir.
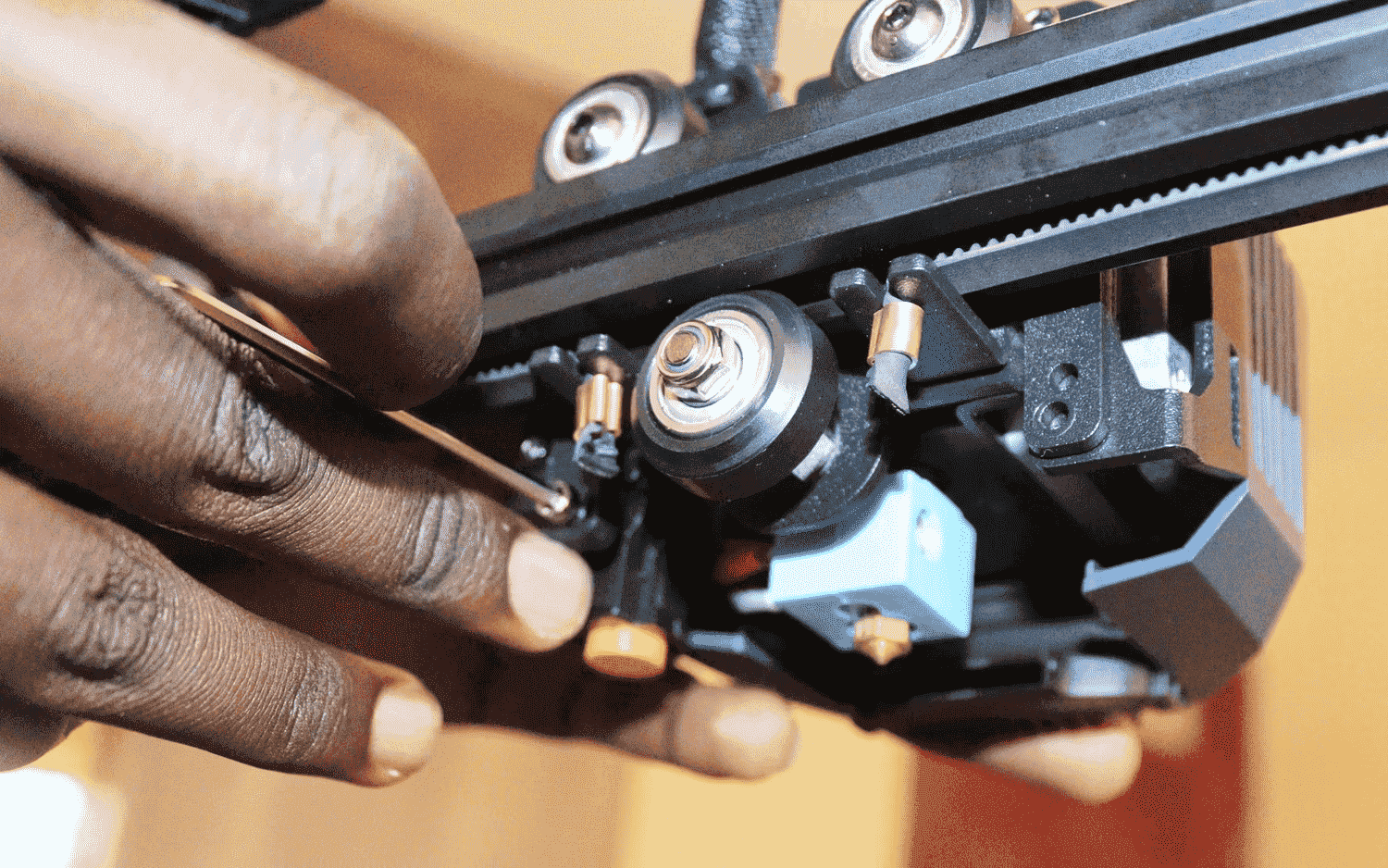
Z eksenindeki somunlar çok sıkıysa dikey harekette dirence neden olabilir, bu da Z ekseninin zorlanmasına neden olarak katmanın yanlış hizalanmasına neden olur. Öte yandan çok gevşek olmaları Z ekseni hareketinde yalpalamaya neden olabilir.
2. Yatak Sıcaklığını Ayarlayın
Yatak sıcaklığı çok yüksekse, malzemenin ilk katmanları bir sonraki katman biriktirilmeden önce daha akışkan hale gelebilir ve yazıcı kafası hareket ettikçe dışarı doğru yayılarak daha geniş ve daha düz bir ilk katman elde edilebilir. Ayrıca katmanların ağırlığı, alt katmanlar üzerinde basınç oluşmasına ve bunların dışarı doğru çıkıntı yapmasına neden olabilir. Kullandığınız spesifik filament için yatak sıcaklığı açısından doğru dengeyi bulmanız gerekir. Uygun sıcaklığı elde edene kadar sıcaklığı 5 derece ayarlayabilirsiniz.
3. Sal ile 3D Baskı
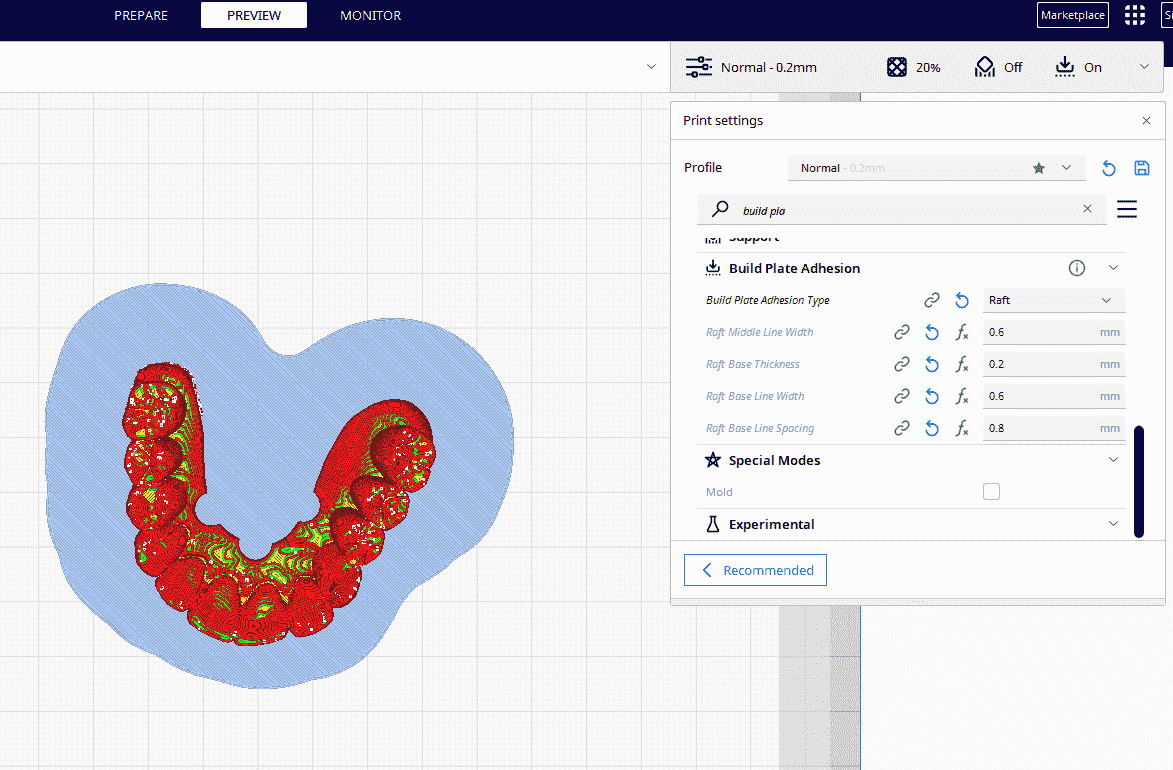
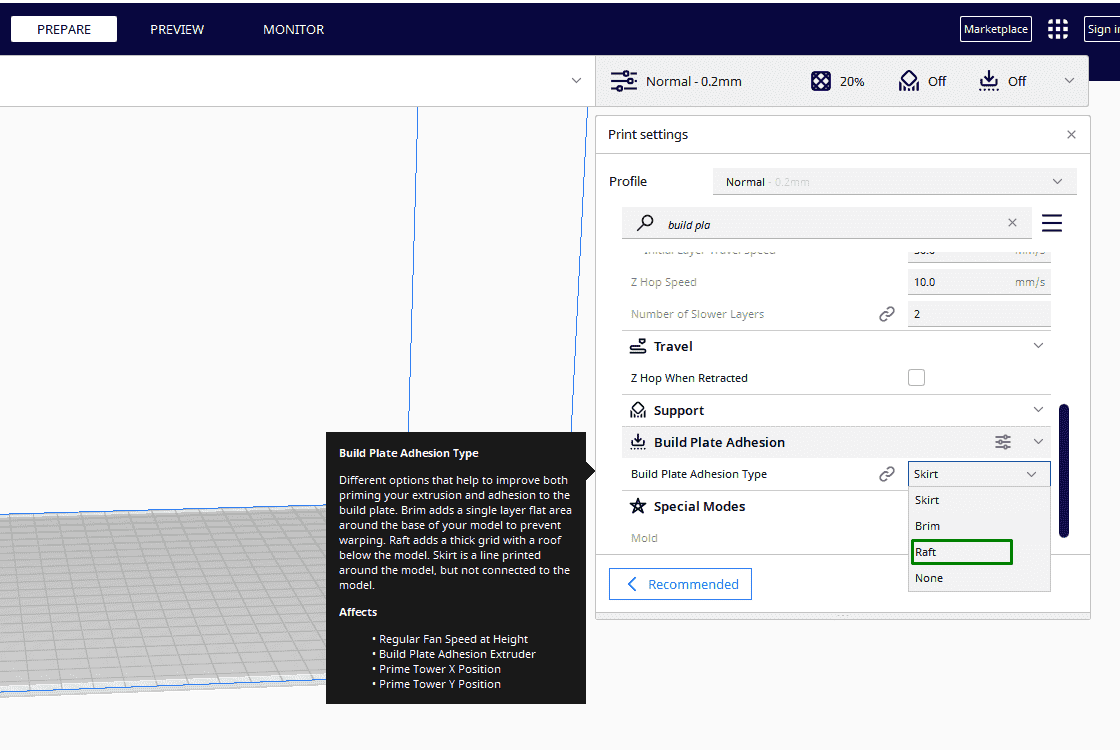
Sal, sağlam bir temel sağlamak için tasarımın altına basılmış ek bir destekleyici malzeme katmanıdır. Sal, fedakar bir katman görevi görür ve tasarımın kendisi yerine yatağın yüzeyindeki düzensizlikleri emer. Bunu dilimleyicide etkinleştirebilirsiniz. Cura’da bunu şurada bulabilirsiniz: Yapı Plakası Yapışma bölüm.
Bunu seçtikten sonra genişlik, kalınlık ve satır aralığı gibi çeşitli sal ayarlarını yapma seçeneğini göreceksiniz. 3D yazdırdığınız parçalara göre parametreleri ayarlayabilir ve optimize edebilirsiniz. 3D baskıdan sonra salı dikkatlice çıkarmanız gerekecektir.
4. İlk Katman Yatay Genişlemesini Ayarlayın
Cura’daki İlk Katman Yatay Genişletme, yatay bölümdeki ilk katmanların boyutlarını ayarlamanıza olanak tanıyan bir ayardır. Bu ayarı Duvarlar bölümünde bulabilirsiniz.
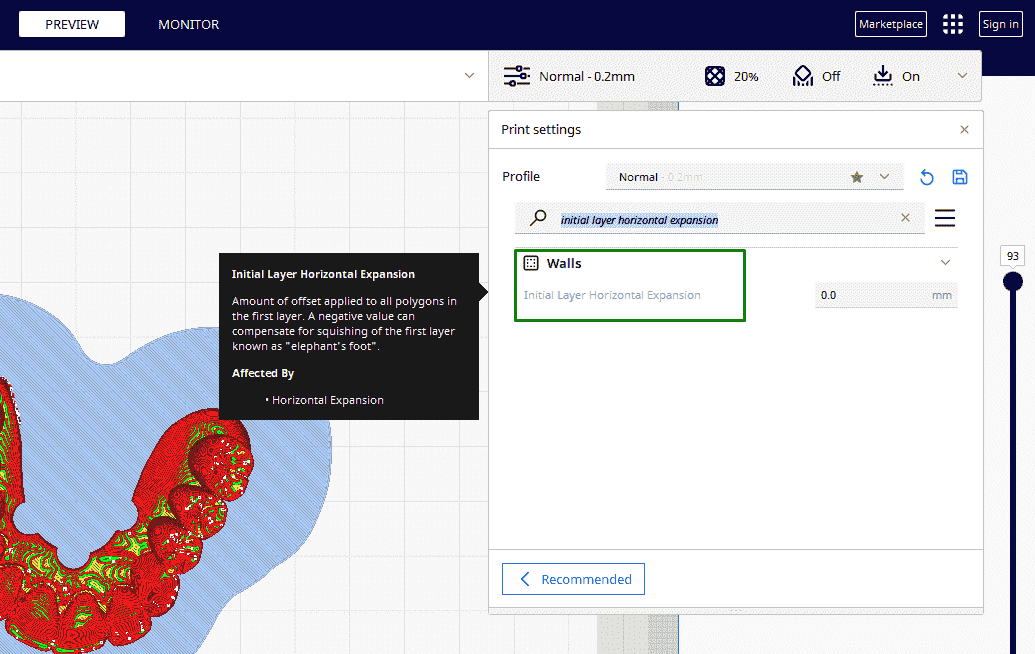
Pozitif değerler ilk katmanın genişliğini artırarak daha iyi yapışmanın sağlanmasına yardımcı olur; ancak çok fazla arttırmak fil ayağı sorunlarına neden olabilir. Negatif değerler genişliği azaltacak ve fazla malzemenin yayılmasının önlenmesine yardımcı olacaktır. Baskınız için en uygun ayarı bulana kadar deneme yapmanız gerekir.
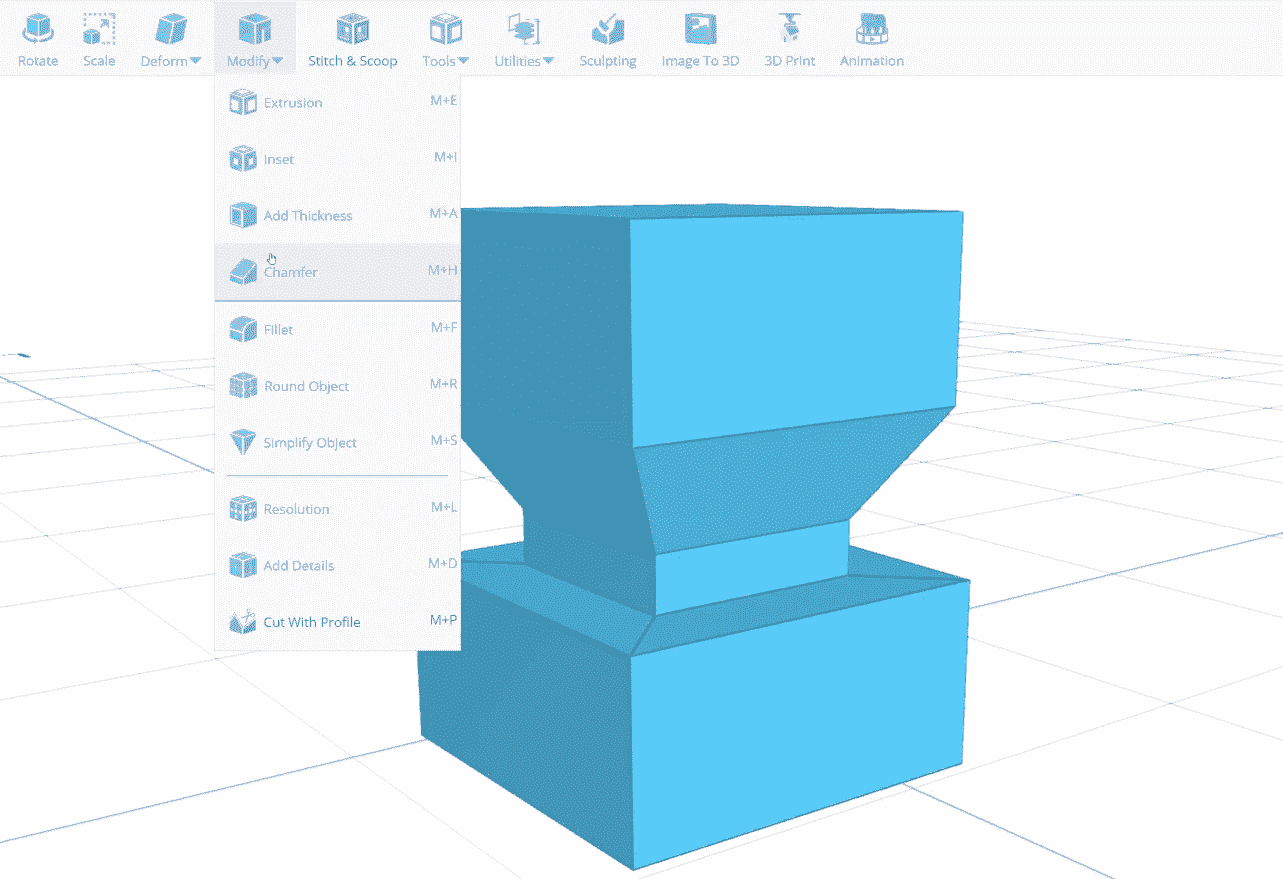
5. Pahları Kullanın
Pah, tasarımdaki keskin kenarların veya köşelerin kaldırılmasını ve yumuşak bir geçiş sağlayan, malzeme birikmesi sırasında köşelerdeki gerilim konsantrasyonlarını azaltan eğimli yüzeylerin eklenmesini içeren geometrik bir öğedir. Birçok CAD uygulaması bu araca sahiptir; herhangi birine aktarabilir ve dilimleyiciye göndermeden önce uygulayabilirsiniz. Aşağıda pah uygulamadan önce keskin köşeleri ve kenarları olan bir tasarım örneği verilmiştir.
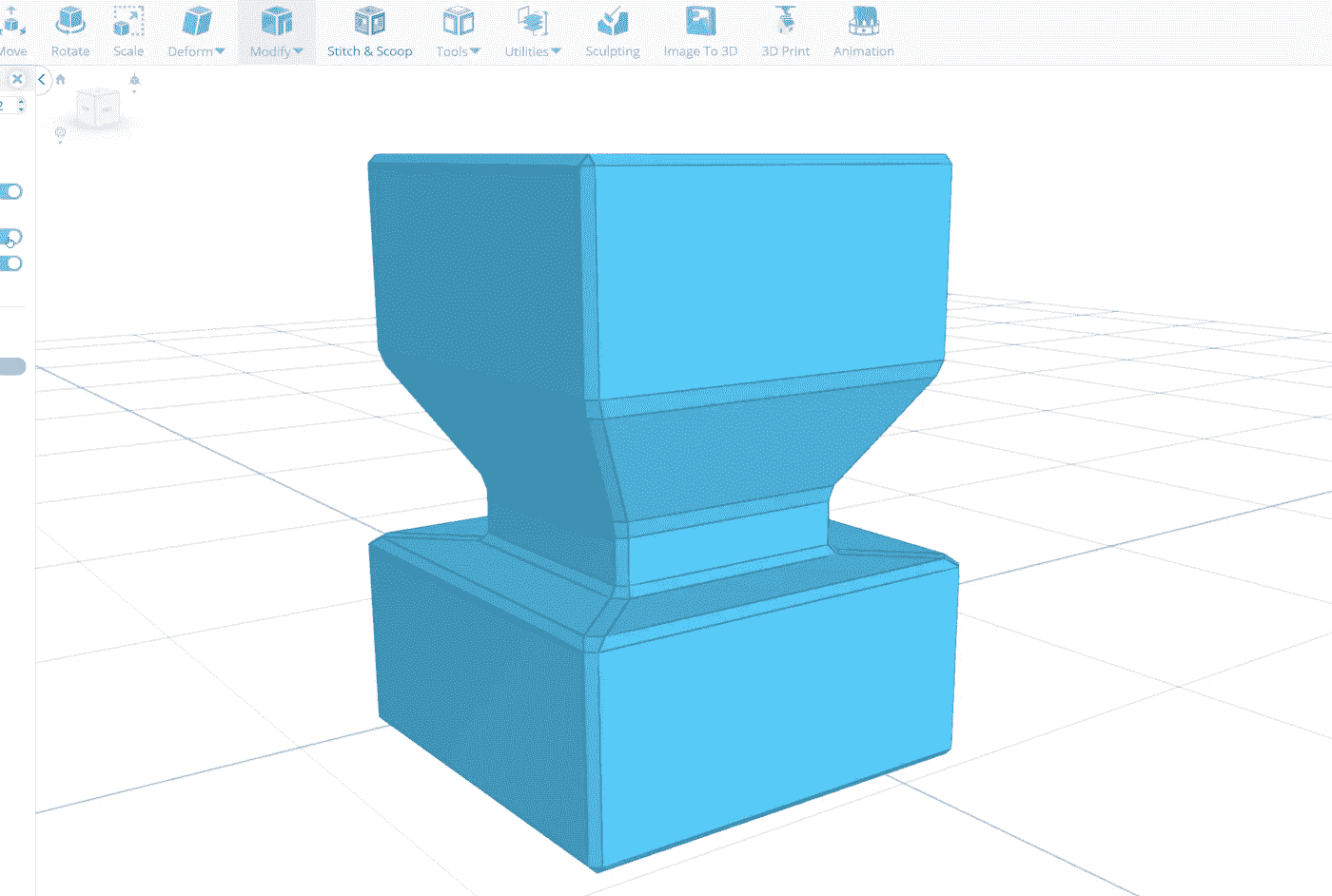
Pah uyguladıktan sonra keskin köşelerin artık yuvarlak ve pürüzsüz olduğunu fark edeceksiniz.
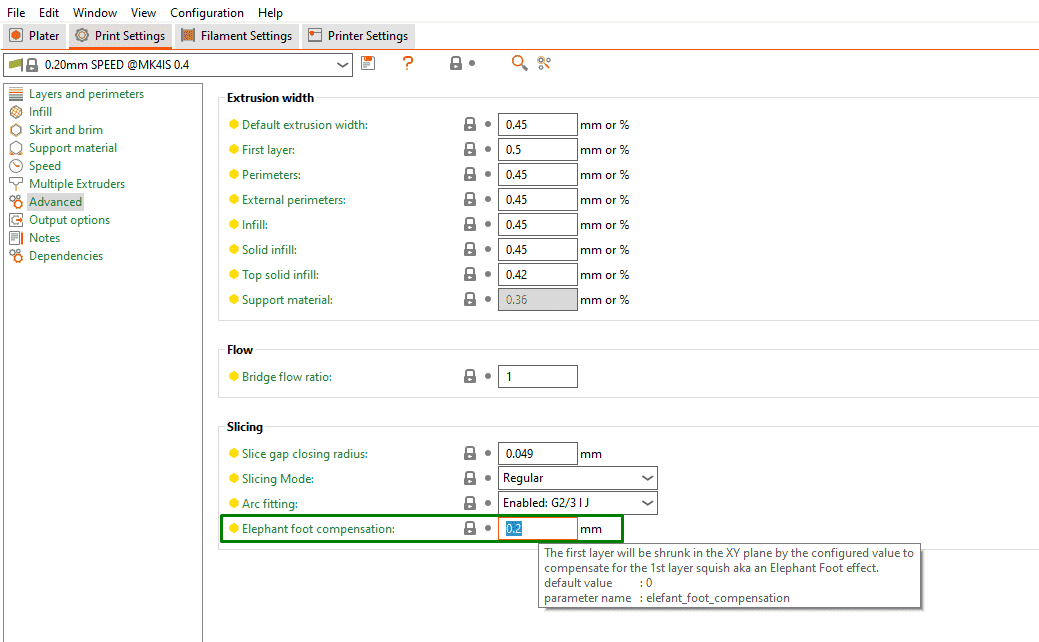
Eğer sen Prusaslicer’ı kullanmaFil Ayağı Telafisi özelliğini etkinleştirerek fil ayağı sorunlarını önleyebilirsiniz. Bu özelliğin etkinleştirilmesi ilk katmanı küçültecek veya küçültecektir. Ayrıca ilk katmanlardaki ince çizgileri tespit ederek fazla küçültmemesini sağlar. Bu ayarı şu adreste bulabilirsiniz: Yazdırma ayarları > Gelişmiş > Fil ayağı telafisi.
Yukarıdaki yöntem, 3D baskılarınızdaki fil ayağı sorunlarını çözmenize yardımcı olacaktır. Ancak bu gerçekleşmezse, alt katmanları düzeltmek için zımparalama gibi çeşitli işlem sonrası faaliyetler uygulayarak sorunu çözmeniz gerekir. Özellikle büyük baskılarda veya sert malzemelerle basılmış parçalarda daha belirgin katmanlar için de bir dosya kullanabilirsiniz.
Daha Fazla 3D Baskı Eğitimi
👉 3D Baskıda Z Bantını Düzeltmenin 5 Yolu
👉 3D Baskı için FreeCAD Nasıl Kullanılır
👉 OBJ Dosyalarını 3D Yazdırma için STL Dosyalarına Dönüştürme
👉 PrusaSlicer Nasıl Kullanılır: Yeni Başlayanlar İçin Kılavuz