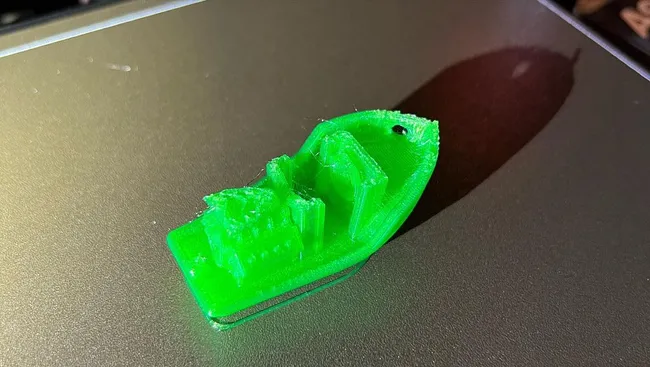
3D yazıcı meraklılarının karşılaştığı sorunlardan biri de 3D baskılardaki delikler ve boşluklardır. Bu sorunlar herhangi bir 3D baskıda (hatta en iyi 3D Yazıcılar) ve baskının yapısal bütünlüğünü ve genel gücünü tehlikeye atarlar ve genellikle baskının yüzeyinde küçük çatlaklar olarak görünürler. Bazen, amaçlanan geometri doğruluğunu bozan daha derin zayıflıklar olarak ortaya çıkarlar ve bu da özellikle işlevsel baskılar veya prototipler için, özellikle de hassasiyet ve güvenilirliğin çok önemli olduğu alanlarda mekanik arızaya yol açabilir.
Diğer 3D yazdırma sorunlarında olduğu gibi, bu sorunu nasıl çözeceğinizi bilmek için temel nedeni anlamanız gerekir. Konuma, boyuta ve yapıya bağlı olarak baskıda farklı türde delikler ve boşluklar görünebilir ve bunların başlıcalarına ve bunların nasıl çözüleceğine bakacağız.
1. Baskının Üst Kısmındaki Delikler ve Boşluklar
3D baskınızın üst kısmındaki delikler ve boşluklar hemen fark edilebilir ve genellikle üst yüzeylerdeki oyuk veya çökük alanlarla karakterize edilir. Bunlar genellikle 3D baskı işleminin soğuma aşamasında meydana gelir ve biriken katmanlar geri çekilerek veya büzülerek üst yüzeylerde boşluklar bırakılır. Yeterli üst katman dolgusu olmadığında da meydana gelebilirler. Daha sağlam bir yüzey oluşturmak için daha fazla malzemenin birikmesini sağlayacak şekilde üst katman kalınlığını artırarak bunları düzeltebilirsiniz.

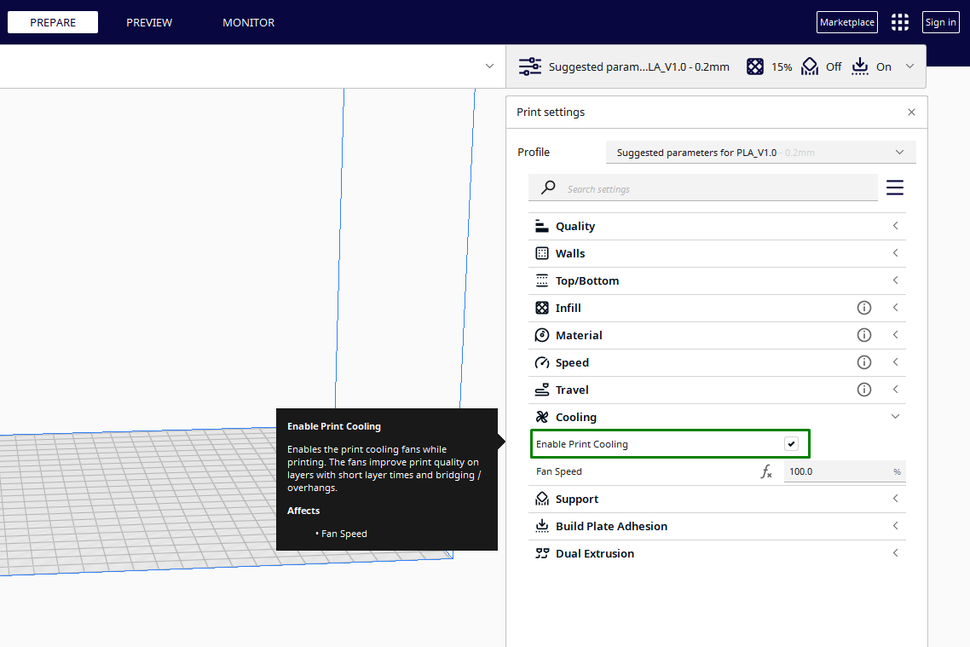
Artırdıkça dolgu desenlerini de kontrol etmeniz ve jiroskop ve bal peteği gibi yastıklamaya duyarlı olmayan bir model kullandığınızdan emin olmanız gerekir. Katmanların soğuması için yeterli zamana sahip olmasını sağlamak için soğutmayı ayarlamak hayati önem taşır. 3D yazıcı dilimleyicide fan hızını ayarlayabilir ve gerektiği gibi çalışmasını sağlayabilirsiniz.
Baskının en üst katmanları katı bir yüzey oluşturmak için yeterli desteğe veya malzemeye sahip olmadığında, biriken filament geri çekilip büzülebilir ve geride delikler veya çöküntüler şeklinde ortaya çıkan boşluklar bırakabilir.
2. 3D Baskının Duvarlarındaki Minik Delikler

Duvarlardaki küçük delikler veya boşluklar şunlardan kaynaklanabilir: yetersiz ekstrüzyon sorunları Yazıcının, özellikle karmaşık geometrilerden geçerken yeterince filaman çıkarmaması nedeniyle. Bu aynı zamanda, tıkalı bir püskürtme ucu, tutarsız çap veya yanlış yazıcı kalibrasyonu nedeniyle tutarsız katman yapışmasından da kaynaklanabilir. Bu sorunu çözmek için 3D yazıcınızı kontrol etmeli ve düzenli olarak temizleyerek püskürtme ucunun tıkanmadığından emin olmalısınız. Ayrıca ekstrüderi kontrol etmeli, iyi kalibre edildiğinden ve dişli sistemi gibi diğer bileşenlerin beklendiği gibi çalıştığından emin olmalısınız. Ayrıca akış hızı telafisini, sıcaklığı ve hızı ayarlamak, yetersiz ekstrüzyon sorunlarını giderebilir ve bu ayarları dilimleyicinizde bulabilirsiniz.
Yazıcının ince duvarları yazdırmak için çabalaması nedeniyle boşluklar ortaya çıkıyorsa, İnce Duvarları Yazdır Cura Slicer’daki ayar (kullandığınız buysa) veya İnce Duvarları Algıla Eğer sen PrusaSlicer’ı kullanma. Tasarımın yatay duvarları nozülün çapından daha inceyse yazıcı, filamenti baskıda amaçlanan belirli alanlara yerleştirmekte zorlanabilir. Bu özelliği etkinleştirdiğinizde dilimleyici, daha doğru filaman birikimi sağlamak amacıyla ince duvarlar için ekstrüzyon akışını optimize eder.
Cura’da bunu şurada bulabilirsiniz: Duvarlar bölüm. için kutuyu seçebilirsiniz. İnce Duvarları Yazdır.

3. Katman Ayrılmasına Neden Olan Büyük Boşluklar
Katmanlar birbirine doğru şekilde yapışmadığında ayrılmaya başlayabilir, bu da gözle görülür boşluklara ve çatlaklara neden olabilir, baskı zayıflar ve katmanları birbirinden ayırabilirsiniz. Bu sorunun önde gelen nedenlerinden biri, yetersiz meme sıcaklığı veya uygun olmayan yatak yapışması nedeniyle yetersiz katman yapışmasıdır.
Bu sorunu çözmek için sıcaklık ayarlarını optimize ederek tutarlı olmalarını sağlamanız ve optimum değeri elde edene kadar kullandığınız filament ve yazıcıya bağlı olarak farklı aralıklarda denemeler yapmanız gerekir. Ayrıca 3D yazdırabilirsiniz sıcaklık kulesi ve uygun değeri bulana kadar farklı sıcaklıkları denemek için kullanın.
Ayrıca, genel yapışmaya yardımcı olacak ilk katmanlar için sağlam bir temel sağlamak amacıyla, kullandığınız spesifik filament için yatak sıcaklığının doğru şekilde ayarlandığından emin olmanız gerekir. Katmanların farklı hızlarda soğuması da özellikle kenarlarda katman ayrılmasına neden olabilir. Bu nedenle, fanın soğutma ayarlarını, katmanların uygun şekilde soğutulmasını sağlayacak şekilde ayarlamanız gerekir.
Nozülden çıkan filamanın miktarının ve kalınlığının tutarlı olmasını sağlamaya yardımcı olduğu için akış hızının ayarlanması çok önemlidir. Akış hızı çok düşük ayarlandığında, yetersiz filament ekstrüde edileceğinden yetersiz ekstrüzyonla sonuçlanır ve bu da gözle görülür boşluklara yol açar.
3D yazdırabilirsiniz akış kalibrasyon küpü ve bunu en uygun değeri bulmak için kullanın. Ayrıca katman yüksekliğini de (biriktirilen her katman arasındaki mesafe) azaltmalısınız. Varsayılan değer genellikle 0,2 mm’dir. 3D yazdırma hızının yavaşlatılması da sorunun çözülmesine yardımcı olabilir çünkü bu, katmanlar arasında daha iyi birikme ve daha iyi bağlanma sağlar. Bu ayarları yapmanın yanı sıra, kullandığınız filamentin kuru olduğundan da emin olmanız gerekir; çünkü filamentteki nem, nozulda basınç oluşmasına neden olabilir. Ekstrüde edildiğinde istenildiği gibi çıkmayabilir ve bu da sorunları beraberinde getirir. Ayrıca baştan sona tutarlı bir çapa sahip olduğundan emin olmanız gerekir.
4. 3D Baskının İlk Birkaç Katmanındaki Boşluklar
Baskınızın ilk katmanlarındaki boşluklar, baskı yatağının düzgün şekilde hizalanmamasından kaynaklanabilir. Meme ile yatak arasındaki mesafe eşit değilse boşlukların oluşmasına neden olabilir. Örneğin yatağa çok yakın olması filamenti sıkıştırarak düzgün akışı etkileyebilir ve malzeme çıkmaya çalışırken boşluklara yol açabilir.
Alternatif olarak, nozul yataktan çok uzaktaysa filaman yüzeye yeterince yapışmayabilir. Nozül ve yatak mesafesindeki bu değişiklikler, başlangıç katmanlarının tekdüzeliğini bozabilir. Bu sorunu çözmek için 3D yazıcı yatağınızı uygun şekilde hizalamanız ve Z ofsetinin doğru ayarlandığından emin olmanız gerekir.
Yapabilirsiniz 3D yazıcı yatağınızı manuel olarak dengeleyin veya en iyilerin çoğunda bulunan otomatik yatak seviyelendirme özelliğini kullanın. 3D yazıcılar. Yapabilirsiniz 3D yazıcınızın Z ofsetini doğru şekilde ayarlayın Yatağa bir parça kağıt koyarken püskürtme ucu yüksekliğini manuel olarak ayarlayarak. Z ofset ayarını 3D yazıcınızın menüsünde bulabilirsiniz.

5. Baskının Köşelerindeki Delikler ve Boşluklar

3D yazıcılar genellikle köşeleri, özellikle de keskin köşeleri yazdırırken zorluklarla karşılaşır çünkü ekstruderin bu alanlara geldiğinde kısa sürede yön değiştirmesi ve hızlanması gerekir. Yazıcı köşelerden geçerken ekstrüder üzerinde basınç oluşabilir ve bu da ekstrüzyonda değişikliklere yol açabilir, özellikle de yüksek hızlarda yazdırma sırasında. Bunu düzeltmek için, ekstruderin aşırı titreşim yaratmadan farklı yönler arasında sorunsuz bir şekilde geçiş yapabilmesini sağlamak amacıyla hızlanma ve sarsıntı ayarlarını ayarlayarak başlamanız gerekir.

Yazıcının keskin köşelere yaklaştığında ani yön değişikliklerini daha iyi yönetebilmesi için sarsıntı ve hızlanma ayarlarının yanı sıra yazdırma hızını da yavaşlatmanız gerekir. Geri çekme ayarlarına ince ayar yapmak aynı zamanda lekeler ve lekeler gibi sorunları da en aza indirebilir. 3D baskılarda dizme Bu, ciddi durumlarda köşelerde boşluklara neden olabilir.
Yukarıdaki stratejiler, 3D baskılarınızdaki delikler ve boşluklarla ilgili sorunları gidermenize yardımcı olabilir. Bu sorunlardan muzdarip bir baskınız varsa, baskı sonrası işlemlerle onu kurtarabilirsiniz. Bir yaklaşım, aşağıdaki gibi dolgu malzemesi uygulamaktır: Bondo veya Milliput Görünümü ve yapısal bütünlüğü iyileştirmek için boşluk veya delik bulunan alanlara. Aseton buharıyla yumuşatma ve boyama gibi diğer stratejiler de tüm baskılarda işe yaramasa da daha pürüzsüz bir yüzey elde edilmesine yardımcı olabilir.
Daha fazla: 3D Baskıda Z Bantını Düzeltmenin 5 Yolu
Daha fazla: 3D Baskı için FreeCAD Nasıl Kullanılır
Daha fazla: OBJ Dosyalarını 3D Yazdırma için STL Dosyalarına Dönüştürme
Daha fazla: PrusaSlicer Nasıl Kullanılır: Yeni Başlayanlar İçin Kılavuz