Yastıklama, 3D baskının üst katmanlarının pürüzlü olduğu ve delikler veya düzensiz çıkıntılar içerebildiği bir 3D yazdırma sorunudur. Bunun bir sonucu olabilir: Sinir bozucu olabilir çünkü erken aşamalarda tespit edilebilen bazı 3D baskı sorunlarından farklı olarak yastıklama yalnızca baskının tamamı bittiğinde görünür hale gelir ve bu da üretimde önemli bir zaman ve malzeme israfına yol açabilir. sonunda iyi sonuç vermeyecek bir 3 boyutlu baskı.
Hatta şunlardan birine sahip olabilirsiniz: en iyi 3D yazıcılar ancak ayarların düzgün yapılmaması durumunda Yastıklama sorunu yaşayabilirsiniz. Bu 3D baskı sorunu esas olarak üst katmanların düzgün bir şekilde soğuması için yeterli zamana sahip olmaması ve üstte yetersiz malzeme olması nedeniyle ortaya çıkar ve bu da yastık benzeri boşluklar ve boşluklar oluşmasına neden olur. Aşağıdaki yöntemleri kullanarak sorunu düzeltebilirsiniz.
1. Üst Kalınlığı Artırın
Üst katmanları artırdığınızda, daha fazla malzeme birikecek, daha yoğun ve daha sağlam bir üst yüzey oluşturulacak ve bu da boşlukları kapatarak yastıklama olasılığını azaltacaktır. Bunu 3D yazıcı dilimleyicisinde ayarlarsınız. Cura dilimleyicide ayarları alabilirsiniz. Üst/Alt bölüm.
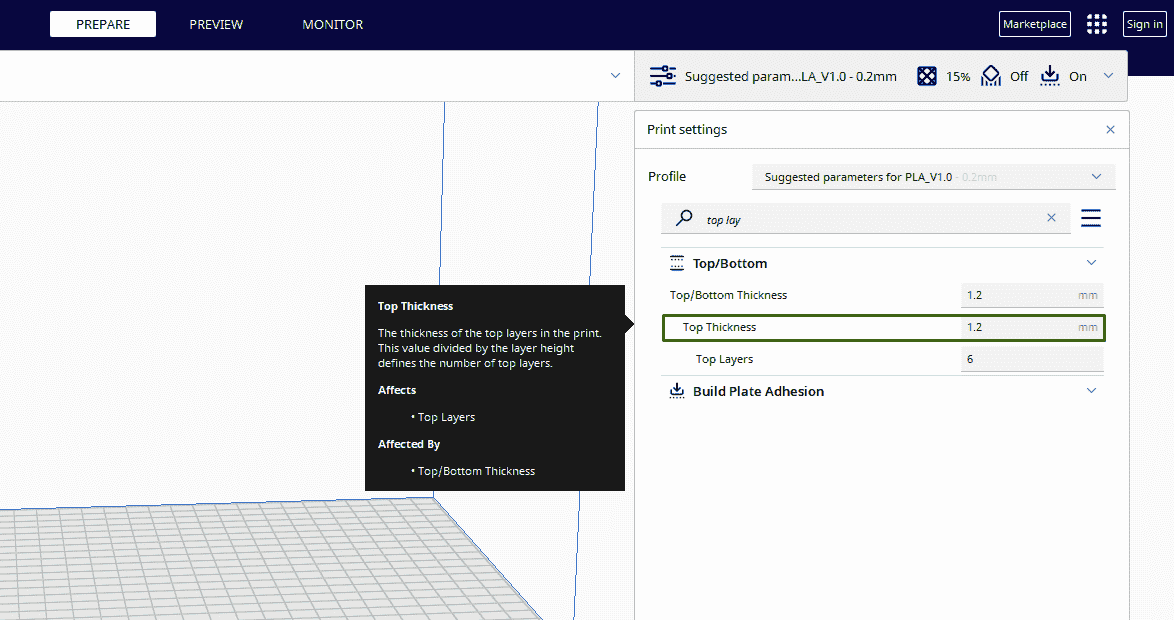
Varsayılan değer 1,2 mm civarındadır ve bunu yaklaşık 1,6 mm’ye kadar artırabilirsiniz. Arttırdıkça seçtiğiniz değerin katman yüksekliğinin yaklaşık 5 ila 6 değeri olduğundan emin olun. Küçük tasarımlarla denemeler yapabilir ve optimum değere ulaşana kadar nasıl göründüklerini görebilirsiniz. Üst katman kalınlığının arttırılmasına ek olarak.
2. Uygun Dolgu Yoğunluğunu ve Desenini Kullanın
Üst katmanların daha güçlü ve daha fazla sayıda iç destek yapısını sağlamak için dolgu ayarlarını yapmanız gerekir ve bu, onları daha fazla malzemenin kaplamasını sağlar. Ayarlama yaparken malzeme ile 3D baskıya harcanan süre arasında denge kurmanız gerekir. Dolgu desenleri Bal peteği ve jiroskop gibi, desteği iç yapı boyunca eşit olarak dağıtarak sertleşmeden stabiliteyi artırır. Dolgu yoğunluğunu ve desenini şuradan ayarlayabilirsiniz: Dolgu bölüm.
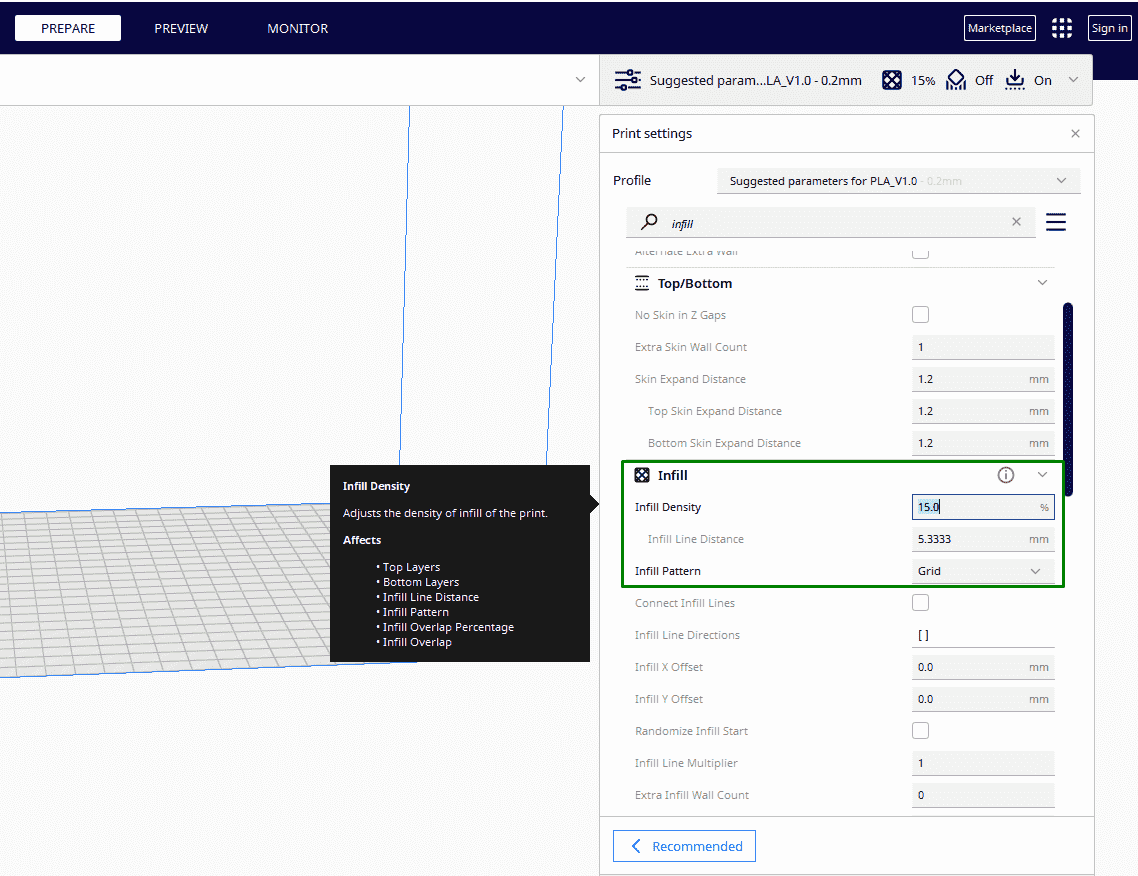
Çoğu standart baskı için %15-50’lik bir dolgu iyidir ve bunu biraz artırabilirsiniz. Fonksiyonel 3D baskılar için %50-100 arası bir değer uygundur.
3. Katmanları Doğru Şekilde Soğutun
Üst katmanların bir sonraki katman yerleştirilmeden önce soğuması ve katılaşması için yeterli zamana sahip olmaması durumunda yastıklama meydana gelebilir ve bu, aşırı ısı tutulmasına yol açarak malzemenin yumuşak kalmasına ve deforme olmaya eğilimli olmasına neden olabilir. Çoğu 3D yazıcı, her birinin önemli bir rol oynadığı çift fanlı yapılandırmalarla birlikte gelir.
Birinci fan, nozulun yanına konumlandırılan katman soğutma fanıdır ve işlevi, filamentin katmanlarını biriktirmeden hemen sonra soğutmaktır. Bu, katmanların uygun şekilde katılaşmasını sağlayarak, yazdırılan katmanların yapısal bütünlüğünü korumak açısından önemlidir. İkinci fan, sıcak ucun üst kısmında optimum sıcaklığın korunmasında önemli olan sıcak uç fanıdır ve ısının yukarı doğru hareket ederek filamanın istenmeyen yumuşamasına neden olmasını önler.
Yastıklamayı önlemek için soğutma sistemlerinizi doğru şekilde yapılandırmanız ve dilimleyicideki ayarları buna göre yapmanız önemlidir. Eğer sen Cura dilimleyiciyi kullanma soğutma ayarlarını Soğutma seçeneğinde bulabilir ve Yazdırma Soğutmayı Etkinleştir kutusunu işaretleyerek aktif hale getirebilirsiniz.
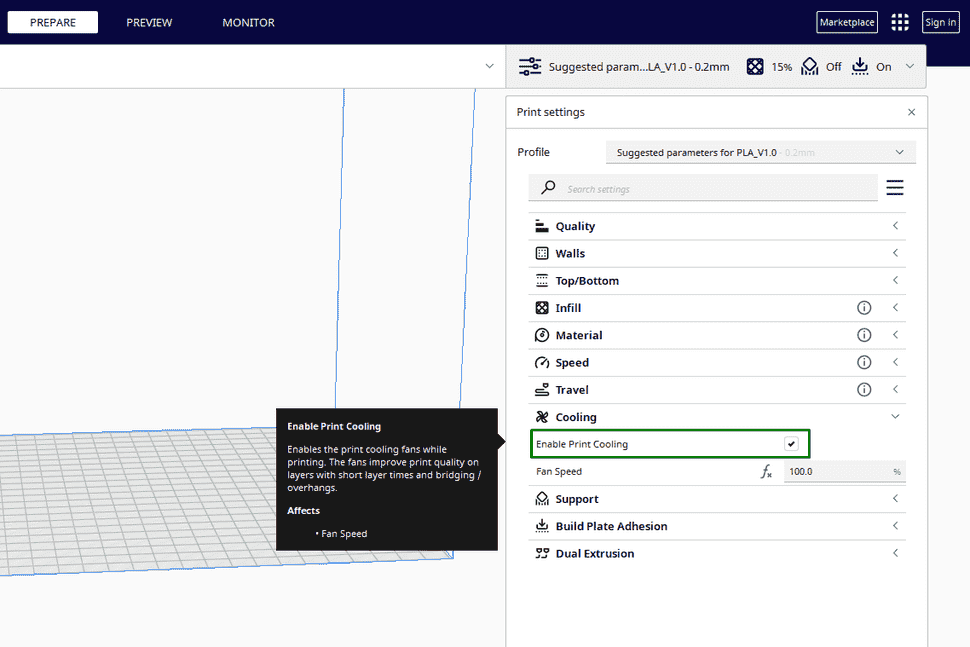
Etkili soğutma ile bükülme veya katman yapışması sorunları gibi olası komplikasyonları önlemek arasında bir denge kurmak için fan hızları gibi ayarları yapabilirsiniz. Fan hızını %100’de tutmak önemlidir.
Ayarları değiştirmenin yanı sıra 3D yazdırmayı da düşünebilirsiniz. fan kanalı Düzgün soğutmayı geliştirmek için yükseltme yapın. Bunu, hava akışını hassas bir şekilde yönlendirerek ve soğutmanın basılı katmanlar arasında eşit şekilde dağılmasını sağlayarak yapar. 3D yazıcınızın yerleşik bir muhafazası yoksa bir tane satın almayı veya evde özel bir muhafaza yapmayı düşünebilirsiniz. Bir muhafaza, düzensiz soğutmayı önleyerek iç sıcaklığı dengeler.
4. 3D Baskı Hızını Azaltın
Yazdırma hızını düşürdüğünüzde, biriktirilen her katmanın bir sonraki katman biriktirilmeden önce eşit şekilde soğuması için yeterli süre olur, bu da yastıklanmayı önler. Hız yüksekse, önceki katmanlar yeterince soğumadan ardışık katmanlar biriktirilebilir ve bu da malzemenin yumuşak kalmasını sağlar.
Varsayılan değerle başlayabilir ve optimum değeri bulana kadar yavaş yavaş azaltabilirsiniz. Genel 3D baskı hızını ayarlamanın yanı sıra, en yüksek hızı da dikkate almalı ve onu doğru şekilde optimize ettiğinizden emin olmalısınız.
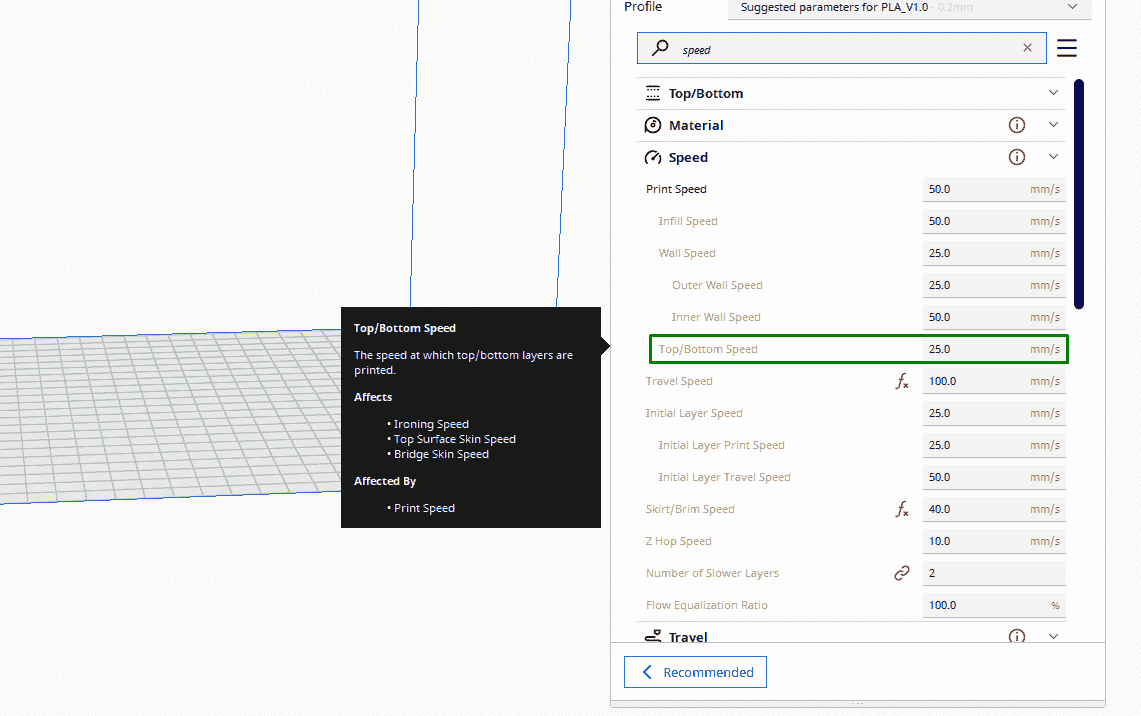
En yüksek hız, üst katmanların 3D olarak yazdırılacağı hızı belirler. Hızı ayarlarken çok fazla düşürmemeye dikkat etmelisiniz çünkü bu, yetersiz ekstrüzyon sorunları.
5. 3D Baskı Sıcaklığını Ayarlayın
Baskı sıcaklığı doğrudan baskının yeteneğini etkiler. 3 boyutlu yazıcı filamanı alttaki katmanlara yapışmak için. Çok yüksekse malzeme çok uzun süre yumuşak kalabilir, bu da yastıklama olasılığını artırır. Ayrıca, eğer çok düşük olursa, üst katmanların yapısını bozacak şekilde yetersiz katman yapışması meydana gelebilir.
Bu nedenle, optimum değere ulaşana kadar bunu uygun şekilde ayarlamanız gerekir. Farklı filamentlerin farklı sıcaklık gereksinimleri vardır ve kullandığınız filament için uygun değeri bilmeniz gerekir. Ayrıca 3D yazdırabilirsiniz sıcaklık kulesi ve doğru ayarı elde edene kadar sıcaklığınızı ayarlamak için kullanın.
6. Yastıklanmaya Eğilimli Filamentler için 3D Yazdırma Ayarlarında İnce Ayar Yapın
Yumuşak ve esnek olanlar gibi bazı filamentler, ısıyı daha uzun süre tutma eğiliminde oldukları için yastıklama ve deformasyona karşı hassas olabilirler; bu da katmanlar arasında yetersiz soğutmaya ve yüzeylerde istenmeyen etki riskinin artmasına neden olabilir. Ayrıca esneklikleri ve yumuşaklıkları da soruna katkıda bulunabilir, çünkü soğuma sırasında şeklini koruyamazlar çünkü sertlikleri, yapısal bütünlüğe katkıda bulunan yukarıdaki katmanlara yeterli destek sağlama yeteneklerini engelleyebilir.
Bunu önlemek için, bu malzemelerle baskı yaparken sıcaklık, hız ve soğutma ayarlarının uygun şekilde ayarlanması önemlidir; böylece bu malzemeler uygun şekilde soğur ve daha iyi katman yapışması ve genel baskı kalitesi elde edilir. Esnek ve yumuşak filamentlerin yanı sıra, yüksek kaliteli bir filament (belki de bunlardan biri) kullandığınızdan da emin olmalısınız. 3D baskı için en iyi filamentler) hiçbir yabancı madde içermeyen ve her yerinde aynı çapa sahip olan bu sorunlar, katmanların yapısal bütünlüğünü tehlikeye atabilir.
Daha fazla: 3D Baskıda Z Bantını Düzeltmenin 5 Yolu
Daha fazla: 3D Baskı için FreeCAD Nasıl Kullanılır
Daha fazla: OBJ Dosyalarını 3D Yazdırma için STL Dosyalarına Dönüştürme
Daha fazla: PrusaSlicer Nasıl Kullanılır: Yeni Başlayanlar İçin Kılavuz